
熱門產(chǎn)品
MORE




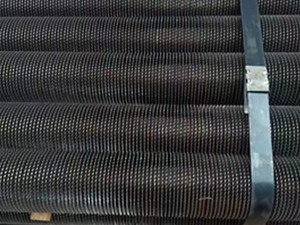
沖壓彎頭制作時一些缺陷的解決辦法
2015年05月14日
定型沖壓彎頭的產(chǎn)品質(zhì)址是比較穩(wěn)定的,當胎具定型后,就不易出現(xiàn)缺陷了.而彎頭出現(xiàn)缺陷大多在試車生產(chǎn)階段,而且大多數(shù)是由于胎具的設(shè)計結(jié)構(gòu)不合理所造成的.現(xiàn)將出現(xiàn)缺陷的處理辦法簡要地介紹下:
1.折皺現(xiàn)象及處置辦法.所謂折皺,是指壓制彎頭的圓弧面有一部分向上執(zhí)起形成凸梭,而其鄰側(cè)有一部分發(fā)生下凹的現(xiàn)象.這種折皺多呈尖楞狀,其尖枝部分直指向背口,而且時常對稱地發(fā)生在中心線的兩側(cè),呈“八”字形.它多發(fā)生在內(nèi)
圓弧面上,局部發(fā)生在外圓弧面上
發(fā)生拆皺的原因:
(I)管節(jié)的下料尺寸太長.
(2)馬蹄面上的馬鞍型曲面和上外胎具貼合不好,致使彎頭鼓起部分不能沿馬蹄面揉平(不能趕平)引起的.
(3)馬蹄上的馬鞍型面同芯子的配合尺寸太低,造成外胎具與馬蹄面貼合時其間隙大于管壁厚度,即存在著活動間晾,因而管壁擠壓而形成“八”字形的折皺.
(4)馬蹄的底部太低,馬蹄在座入胎具后,外胎具與沖壓彎頭馬蹄面的空隙大于管璧厚度.
